Устранение дефектов одежды
КОНСТРУКТИВНЫЕ ДЕФЕКТЫ ОДЕЖДЫ
Несовпадение пространственных форм поверхностей одежды и фигуры человека
Дефекты одежды, описываемые в настоящем разделе, занимают особое положение среди других дефектов, так как они связаны с процессами совмещения плоского материала с объемной неразвертывающейся поверхностью.
Существует очень простой признак для определения неразвертывающихся поверхностей. Развертываться могут только линейчатые поверхности, образованные перемещением прямой в пространстве. Некоторые из линейчатых поверхностей, у которых через две соседние образующие, занимающие положение скрещивающихся линий, нельзя провести плоскость, относятся к неразвертывающимся поверхностям.
В развертывающихся линейчатых поверхностях соседние образующие, находящиеся на очень малом расстоянии друг от друга, должны пересекаться или быть параллельными, тогда через них можно провести плоскость. Изучая фигуру человека, можно обнаружить поверхности двойной кривизны в области лопаток, груди, талии, бедер и т. д.
На этих участках произвольная прямая может касаться поверхности только в одной точке. Совмещение плоского материала с такими поверхностями возможно лишь на небольшом участке в результате использования деформаций сжатия и растяжения материала.
Среди прочих плоских материалов ткани занимают особое положение благодаря их сетчатому строению и способности к изгибанию нитей основы и утка. Объемная форма в тканях получается без изменения длины самих нитей из-за изменения угла наклона между нитями ткани, когда форма элементарной ячейки ткани из прямоугольника превращается в параллелограмм, диагонали которого не равны между собой.
Сокращение величины диагоналей в тангенциальном направлении и увеличение ее в радиальном направлении приводят к образованию выпуклых форм, а увеличение диагоналей тангенциального направления с сопутствующим сокращением диагоналей радиального направления позволяет получить вогнутые формы.
Различие между выпуклыми и вогнутыми формами заключается в величине телесного угла, который в выпуклых формах меньше, а в вогнутых больше 360°. Сложенная вдвое сформированная деталь по линии сгиба соответственно образует углы меньше или больше 180°.
Использование этих кратких теоретических сведений позволяет понять механизм образования дефекта, названного угловым заломом, поскольку его образование связано с несоответствием разверток телесных углов опорной поверхности одежды и фигуры.
На деталях с недостаточной выпуклостью возникают натяжение в середине и слабина и заломы по краям детали, на участках изделия с недостаточной вогнутостью - слабина и излишки ткани в середине детали.
Для устранения угловых заломов необходима специальная технологическая обработка. Объемная форма крупных деталей, не имеющих продольных или поперечных сечений, может быть получена только в результате выполнения операций формования.
Объемная форма деталей, имеющих рельефные швы или иные сечения, может быть образована конструктивным путем при проектировании соединяемых срезов с кривизной различного направления.
Силы, образующие угловые заломы, расположены внутри детали, а сами дефекты выявляются только на каком-то участке детали (не распространяются по всей ширине или длине изделия).
Чаще всего такие дефекты наблюдаются в мужских пиджаках, детали которых не имеют поперечных или продольных сечений (кокеток, отрезных боковых частей, вытачек), и в брюках. Угловые заломы чаще всего возникают не при погрешностях конструирования одежды, а при неправильном выполнении операций формования или в результате искажений формы изделия в процессе неправильной технологической обработки, когда выпуклость или вогнутость формы деталей оказывается недостаточной или излишней.
Образование объемной формы деталей следует рассматривать как результат принудительного соединения срезов, имеющих различную кривизну. Соединение 2 частей детали с выпуклыми срезами дает такие же результаты, как проектирование вытачки с вершиной в середине детали.
Вогнутые формы получаются в одежде при соединении деталей с вогнутыми срезами или проектировании вытачек, раствор которых размещается внутри детали.
В деталях без конструктивных разрезов образование объемных форм происходит в результате изменения структуры ткани из-за изгибания нитей и изменения диагоналей элементарных ячеек ткани, как было описано выше. Следует заметить, что кривизны срезов и изгибания нитей могут компенсировать друг друга. Тогда объемная форма не образуется.
При устранении угловых заломов особое внимание следует уделять контролю за правильностью выполнения операций формования и созданию условий устойчивого сохранения объемной формы в процессе эксплуатации швейных изделий (дублирование ткани прокладками с клеевым покрытием и применение особых паст).
Примечание: Здесь и далее сплошные линии обозначают контуры детали до исправления, штриховые - предлагаемые изменения
Недостаточная выпуклость спинки в верхней части (рис. 67).
Несоответствие выпуклых форм спины и спинки одежды вызывает натяжение участков спинки в области лопаток и образование угловых заломов у проймы спинки.
Этот дефект изделия особенно заметен на сутулых фигурах с низкими плечами. На перегибистых фигурах с высокими плечами, а также при использовании высоких плечевых прокладок этот недостаток изделия менее заметен.
Силы, образующие перекосы ткани, возникают в результате давления выпуклых поверхностей спины на плоскую ткань.
Смещения воротника, проймы и низа изделия направлены в сторону выступающей точки лопатки, а в боковой части спинки как бы образуется излишек ткани, но нарушение бокового баланса связано не с удлинением боковой части детали спинки, а с ее недостаточной длиной в средней части.
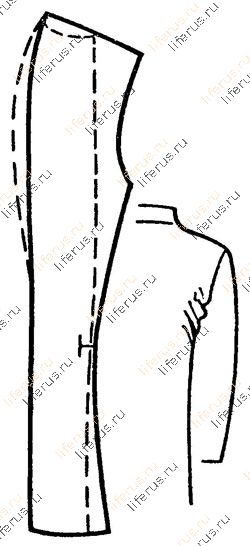
67. Недостаточно выпуклая форма верхней части спинки
Величину погрешности в размерах можно определить косвенным путем, закладывая излишки ткани в складку около проймы спинки. Глубина заложенной складки равна величине требующегося удлинения участка детали, проходящего через выступающую точку лопатки.
Все виды технологических растяжений и конструктивных удлинений, которые возникают при смещении нижней части детали относительно опорной поверхности спинки, усугубляют дефект. Технологическое растяжение проймы спинки может проявляться не только в изменении длины участков проймы, но также в искажении структуры ткани, которое можно заметить на тканях с клетчатым рисунком.
Если нити основы выгибаются около проймы спинки в сторону бокового шва, то выпуклость спинки уменьшается. Проверить величину выпуклости можно по форме линии вертикального или горизонтального сгиба детали спинки. Величина стрелы прогиба линии сгиба характеризует величину выпуклости детали спинки.
Учитывая актуальность изучения причин возникновения рассматриваемого дефекта, проведем конструктивный анализ проектирования спинки в разных силуэтах одежды. Опорная поверхность детали остается постоянной во всех конструктивных решениях, но ее положение по отношению к изменяющейся форме нижней части спинки меняется.
В прямом силуэте нижняя часть спинки имеет прямоугольную форму, в прилегающем и свободном коническую с разным расширением. Верхний срез нижнего конструктивного пояса оформляется разными линиями: от выпуклой в прилегающем силуэте до вогнутой в свободном (рис. 68).
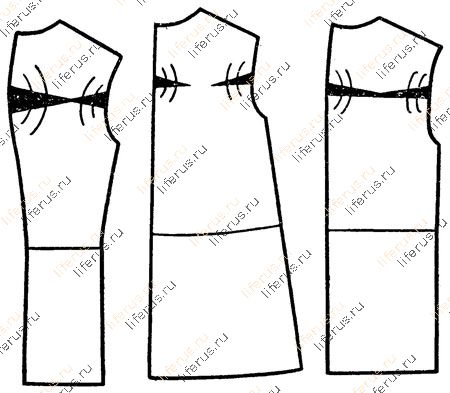
68. Изменение угла сутюживания в разных силуэтах
Величина угла сутюживания при разном сочетании верхних и нижних частей спинки заметно изменяется. Наибольшая величина угла сутюживания проектируется для прилегающего силуэта, наименьшая - для свободного.
На степень проявления дефекта оказывают заметное влияние и другие особенности конструкции одежды. Усугубляют дефект заужение проймы и вогнутая форма боковых срезов в верхней части, которые после стачивания образуют слабину под проймой.
Применение разных вариантов сочетаний опорной поверхности с нижней частью детали определяет технологическую обработку изделия. Сутюживать можно равномерно по сторонам детали или в одной стороне изделия.
Хорошие результаты получают при использовании конструктивных полос. Форма соединяемых срезов конструктивных полос напоминает задний контур фигуры человека в профиль. Это сходство должно сохраняться в обработанной сформованной детали.
Растяжения срезов и искажение структуры ткани приводят к потере объемной формы детали, при этом одновременно исчезает и выпуклая форма сгиба спинки в области лопаток, а в изделии появляются угловые заломы от выступающих точек лопаток в сторону боковых срезов. В деталях с продольными или поперечными сечениями объемная форма должна обеспечиваться конструкцией срезов соединяемых частей.
Поскольку причина образования угловых заломов заключается в недостаточной величине выпуклости детали спинки в области лопаток, а объемные формы в спинках без продольных и поперечных сечений создаются только влажно-тепловой обработкой, наилучшие результаты устранения дефекта дают технологические мероприятия, а конструктивные имеют вспомогательное значение.
Попытки устранения дефекта перемещением боковых швов приводят к удлинению спинки и к нарушению баланса.
Не дает желаемого результата сокращение длины бокового среза спинки путем увеличения скоса плечевых срезов, поскольку после этого возникает другой дефект - горизонтальная складка в верхней части спинки.
В разумных пределах полезно отведение среднего среза спинки в сторону бокового края изделия. Значительное искривление среднего среза спинки приводит к удлинению самого среза, в то время как удлинять необходимо среднюю часть детали, совпадающую с областью лопаток.
Заметное влияние на степень выражения дефекта оказывает конфигурация отрезной боковой части полочки. Правильная конструкция отрезной боковой части должна соответствовать контуру фигуры человека в профиль. Форма бокового среза этой детали не должна мешать свободному распределению прибавки на свободное облегание со стороны спинки.
В технической литературе по конструированию одежды рекомендуется способ удлинения спинки с подъемом рассеченной вертикальной линии кокетки. Величина вытачки зависит от величины удлинения спинки, длина проймы при этом не изменяется.


































")
























")
")
")
")
")
")
")
")
")
")
")
")